High-Performance Urethane Rubber Mold-Making Systems
Tough, flexible molds that hold detail and stand up to repeated casting.
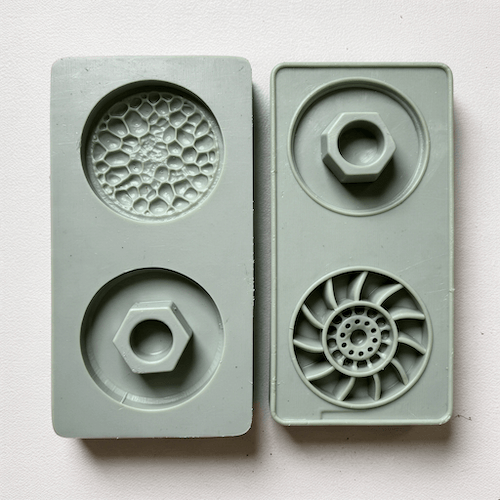
Our polyurethane rubbers cure into resilient molds designed for production-style use. They’re engineered to reproduce crisp edges, textures, and fine features while maintaining the flexibility needed for easy demolding and consistent results across multiple pours.
|
|
Built for Concrete, Plaster, Wax Casting, and More
Reliable molds for heavy materials, demanding pours, and real-world shop use.
Polyurethane rubber molds are a go-to for concrete casting and other materials where strength matters. These RTV systems are commonly used for architectural pieces, decorative castings, and prototypes, helping you produce clean parts with dependable performance.
|
|
Versatile Two-Part RTV Urethane Rubbers for Fabrication
From detailed molds to durable parts; urethane rubbers that adapt to your process.
Whether you’re creating flexible tooling, forming production molds, or fabricating parts, Silpak’s urethane rubbers provide a balance of toughness, flexibility, and detail. Designed for room-temperature curing, they’re easy to integrate into a wide range of workflows.
|


")

")






